
 BİZE YAZIN
BİZE YAZIN
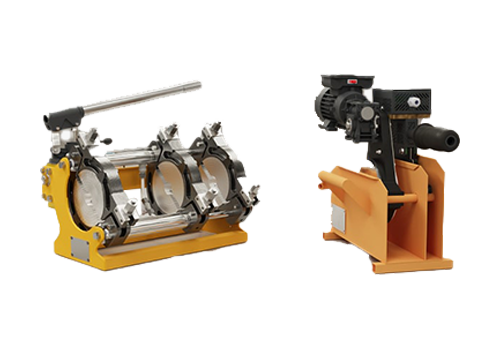
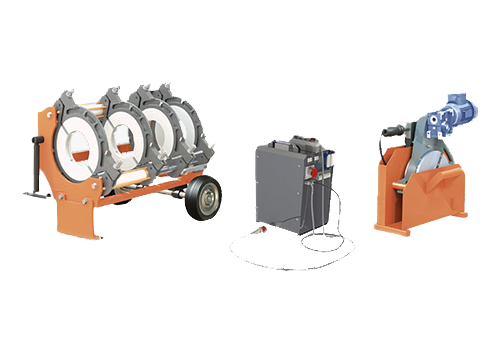
160 أنابيب بلاستيكية يدوية
ماكينة اللحام بالتطريق الهيدروليكية
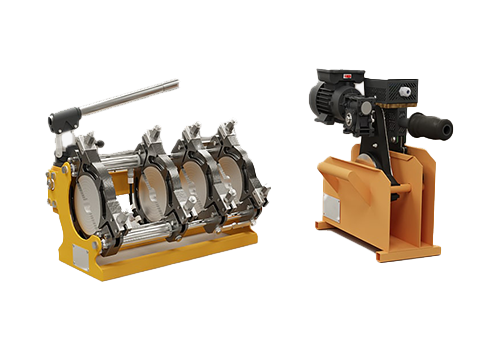
160 أنابيب بلاستيكية يدوية
ماكينة اللحام بالتطريق الهيدروليكية
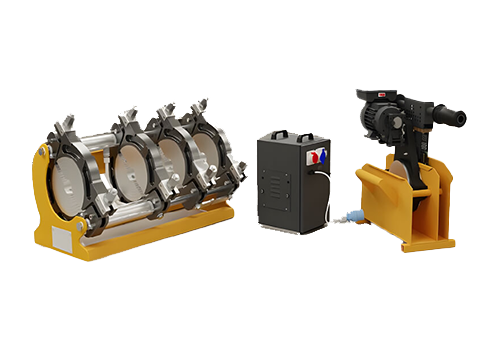
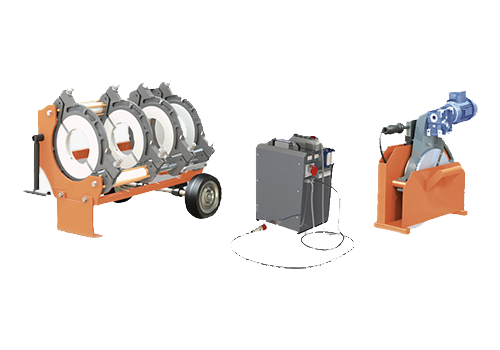
160 أنابيب بلاستيكية هيدروليكية
ماكينة اللحام بالتطريق
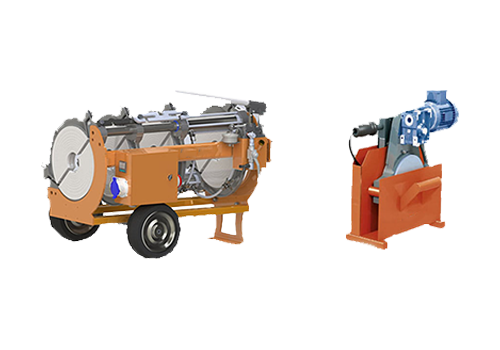
250 أنابيب بلاستيكية يدوية
ماكينة اللحام الهيدروليكية بالتطريق

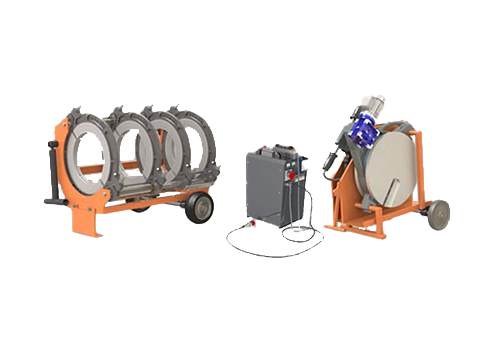
250 أنابيب بلاستيكية هيدروليكية
ماكينة اللحام بالتطريق
315 أنابيب بلاستيكية يدوية
ماكينة اللحام بالتطريق الهيدروليكية
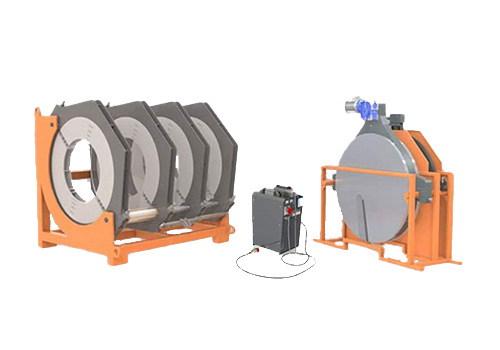
315 ماكينة لحام هيدروليكية لأنابيب
بلاستيكية بالتطريق
400 ماكينة لحام هيدروليكية بالتطريق لأنابيب بلاستيكية
400M أنابيب بلاستيكية أحادية الطور
ماكينة اللحام الهيدروليكية بالتطريق

500 أنابيب بلاستيكية هيدروليكية
ماكينة لحام بالتطريق

630 أنابيب بلاستيكية هيدروليكية
ماكينة لحام بالتطريق

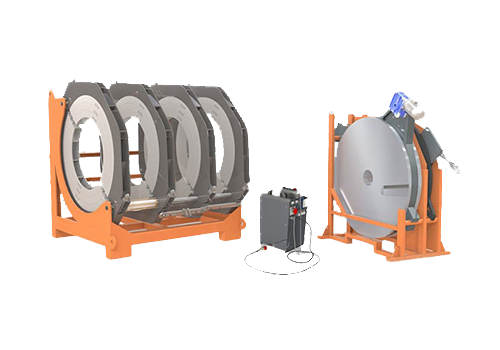
800 ماكينة لحام هيدروليكية
لأنابيب بلاستيكية بالتطريق

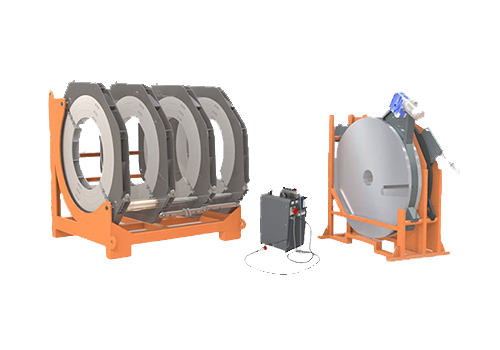
ماكينة لحام الأنابيب البلاستيكية الهيدروليكية
التناكبية 1000
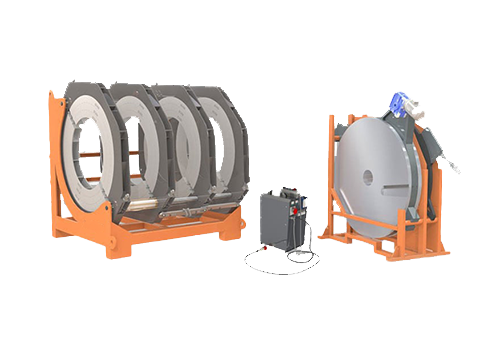
1200 أنابيب بلاستيكية هيدروليكية
ماكينة لحام بالتطريق

1600 أنابيب بلاستيكية هيدروليكية
ماكينة لحام بالتطريق
آلة لحام الأنابيب
البلاستيكية الهيدروليكية 2000
آلة لحام
الأنابيب البلاستيكية الهيدروليكية 2500
ماكينة لحام الأنابيب
البلاستيكية الهيدروليكية التناكبية 2800