
 BİZE YAZIN
BİZE YAZIN
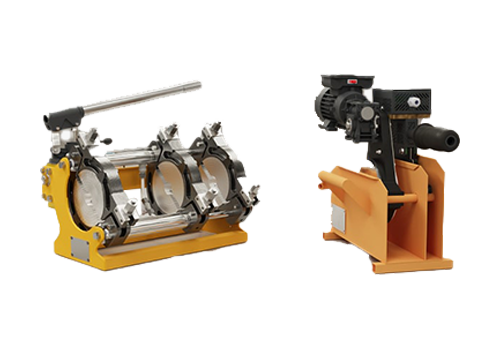
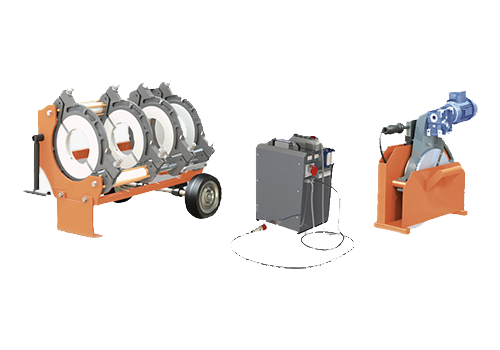
160 Manual Hydraulic Plastic
Pipe Butt Welding Machine
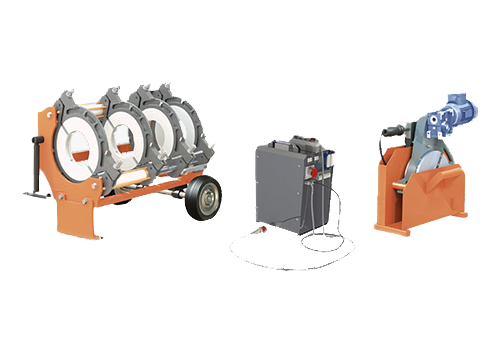
160 Manual Hydraulic Plastic
Pipe Butt Welding Machine
160 Hydraulic Plastic Pipe Butt Welding Machine
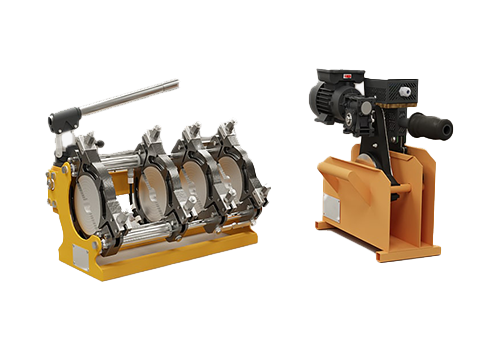
250 Manual Hydraulic Plastic
Pipe Butt Welding Machine

250 Hydraulic Plastic Pipe Butt Welding Machine
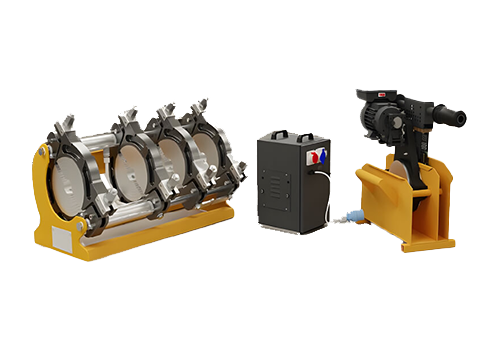
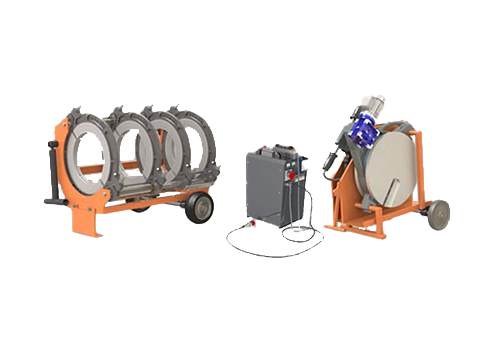
315 Manual Hydraulic Plastic
Pipe Butt Welding Machine
315 Hydraulic Plastic Pipe Butt Welding Machine
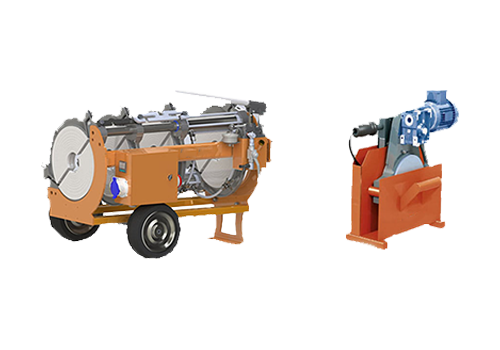
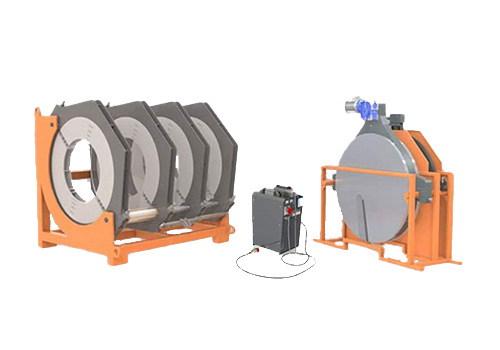
400 Hydraulic Plastic Pipe Butt Welding Machine
400M Single-Phase Hydraulic Plastic Pipe Butt Welding Machine

500 Hydraulic Plastic Pipe Butt Welding Machine

630 Hydraulic Plastic Pipe Butt Welding Machine

800 Hydraulic Plastic Pipe Butt Welding Machine

1000 Hydraulic Plastic Pipe Butt Welding Machine
1200 Hydraulic Plastic Pipe Butt Welding Machine

1600 Hydraulic Plastic Pipe Butt Welding Machine
2000 Hydraulic Plastic Pipe Butt Welding Machine
2500 Hydraulic Plastic Pipe Butt Welding Machine
2800 Hydraulic Plastic Pipe Butt Welding Machine