
 BİZE YAZIN
BİZE YAZIN
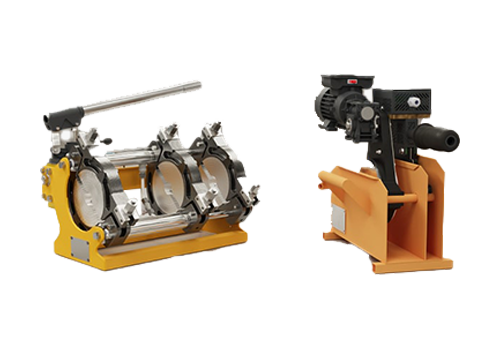
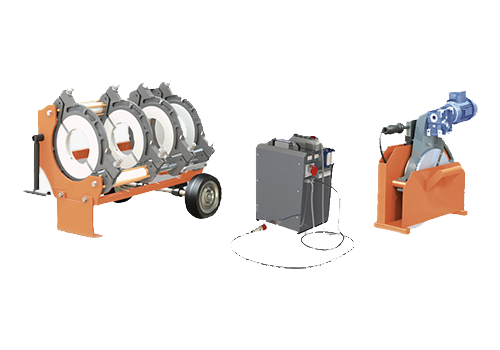
160 Ручной гидравлический аппарат для стыковой сварки пластиковых труб
160 ручной гидравлический пластиковый
трубный станок для стыковой сварки
160 Гидравлическая машина для стыковой сварки пластиковых труб
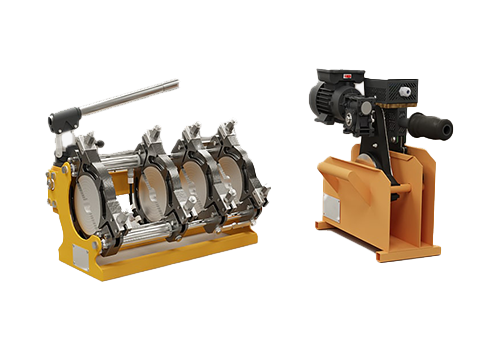
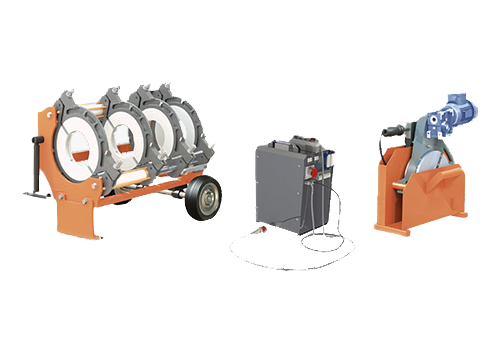
250 ручной гидравлический пластик
труба стыковой сварки машина

250 Гидравлическая машина для стыковой сварки пластиковых труб
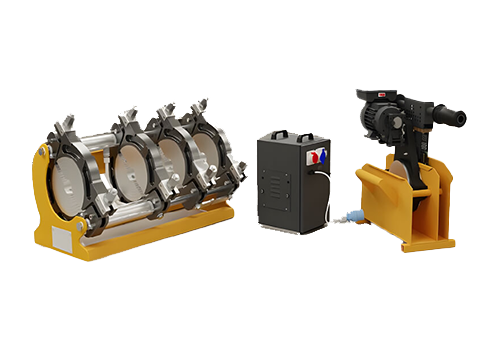
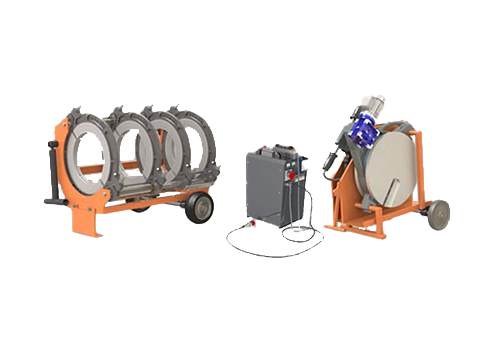
315 Ручной гидравлический пластиковый
трубный аппарат для стыковой сварки
315 Гидравлическая машина для стыковой сварки пластиковых труб
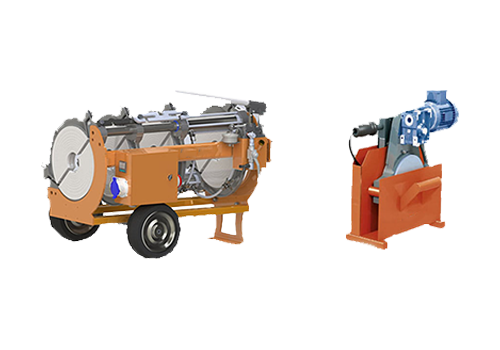
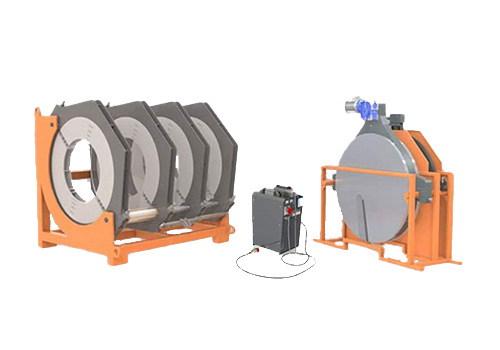
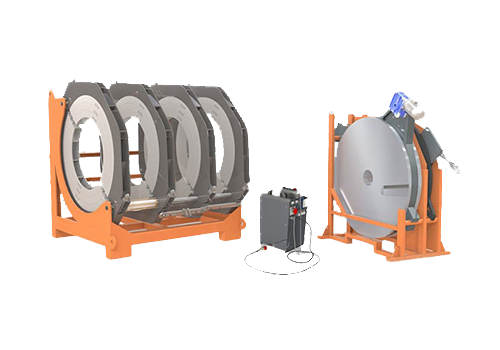
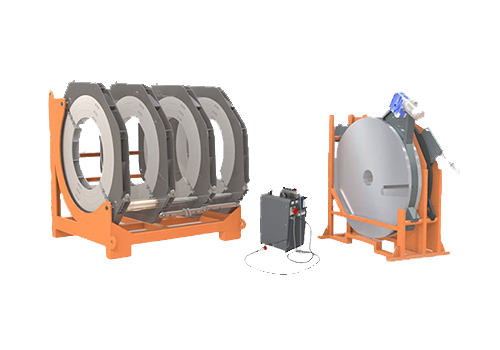
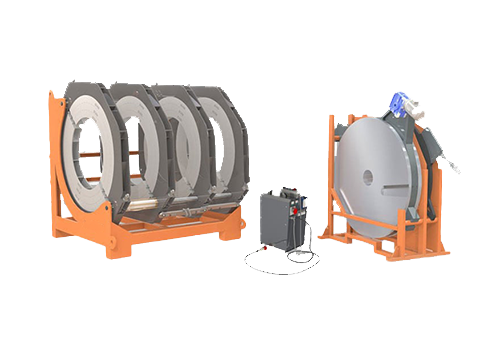
400 Гидравлический аппарат для стыковой сварки пластиковых труб
400M Однофазная гидравлическая машина для стыковой сварки пластиковых труб

500 Гидравлическая машина для стыковой сварки пластиковых труб

630 Гидравлическая машина для стыковой сварки пластиковых труб

800 Гидравлическая машина для стыковой сварки пластиковых труб

1000 Гидравлическая машина для стыковой сварки пластиковых труб
1200 Гидравлическая машина для стыковой сварки пластиковых труб

1600 Гидравлическая машина для стыковой сварки пластиковых труб
2000 Гидравлическая машина для стыковой сварки пластиковых труб
Гидравлический аппарат для стыковой сварки пластиковых труб 2500
2800 Гидравлическая машина для стыковой сварки пластиковых труб